-

郑州华菱超硬材料有限公司
主营:BN-K1、BN-S20、超硬刀具 - 15638121553

郑州华菱超硬材料有限公司
主营:BN-K1、BN-S20、超硬刀具 11
11
切削淬火钢钢件用立方氮化硼刀片郑州华菱超硬品牌刀具
华菱超硬品牌过硬,质量保证,包退包换,值得信赖。
欢迎致电郑州华菱超硬材料有限公司:0371-67986978
郑州华菱超硬材料有限公司:高硬度材料切削加工难题解决*。
我们将以较规范化的流程响应,专业专注“量体裁衣”式服务,为客户创造的价值追赶契约。
众所周知,华菱超硬已经成为切削淬火钢钢件的可以选择刀具品牌。切削淬火钢钢件(淬硬钢,淬火料,淬火件)的立方氮化硼刀具——BN-H10牌号,BN-S20和BN-H20牌号,该三种牌号车刀能有力的提高加工效率,节约生产时间,减少生产成本。华菱超硬品牌立方氮化硼刀具切削淬火钢钢件的各牌号加工范围如下:
(1)加工淬硬钢滚珠丝杠:可选择华菱超硬立方氮化硼刀片BN-S20牌号,整体聚晶立方氮化硼刀片,切削参数:ap=4.5mm,Fr=0.10mm/r,Vc=90m/min抗冲击韧性好,加工淬硬钢精度高,并且耐磨性好,不崩刀。
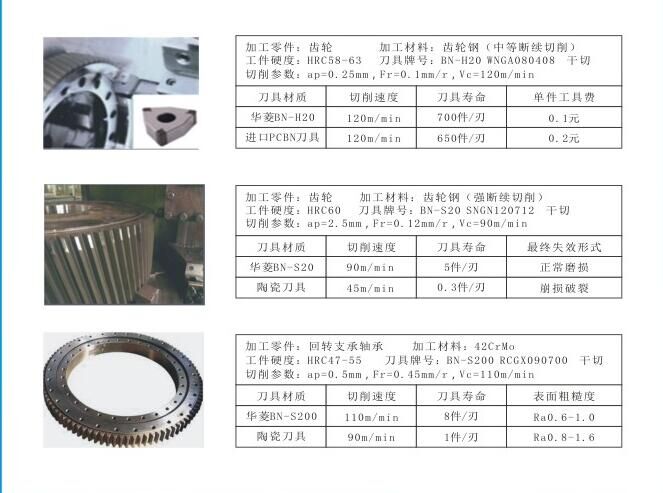
(2)加工淬硬钢齿轮:精加工淬硬钢齿轮可选择华菱超硬立方氮化硼刀片BN-H10牌号和BN-H20牌号,立方氮化硼刀片BN-H10牌号适合连续切削,立方氮化硼刀片BN-H20牌号适合断续切削,共同点就在于吃到深度控制在0.3mm以下,粗加工淬硬钢齿轮,并且存在强断续切削时选择华菱超硬立方氮化硼刀片BN-S20牌号,属于非金属粘合剂整体聚晶立方氮化硼刀片,抗冲击韧性好并且耐磨,最后的失效方式是正常的后刀面磨损,而不是令人担心的崩刀。
(3)加工淬硬钢轴承:轴承应用较为广泛,常用材料为GCr15,硬度HRC62,精加工淬硬钢轴承选择华菱立方氮化硼刀片BN-H11牌号,高速切削,切削参数:ap=2.5mm,Fr=0.12mm/r,Vc=140m/min,一个刃口可加工12件,粗糙度达到0.8,即提高了加工效率,有节省了加工成本。
(4)精铣加工淬硬钢模具:硬度HRC65,选择华菱超硬立方氮化硼刀片BN-S200牌号,切削参数:ap=0.5mm,Fr=0.12mm/r每齿,Vc=130m/min。模具精度可达到Ra0.8,并节省的刀具费用。
还有加工淬硬钢万向联轴节选择华菱超硬BN-H10牌号,高速加工同步器可选择华菱超硬BN-H10牌号和BN-H20牌号。
华菱超硬品牌立方氮化硼刀具相对于硬质合金刀具和陶瓷刀具硬度较高,耐磨性好,是目前切削淬火钢钢件较合适的刀具。
华菱超硬品牌过硬,质量保证,包退包换,值得信赖。
欢迎致电郑州华菱超硬材料有限公司:0371-67986978
郑州华菱超硬材料有限公司:高硬度材料切削加工难题解决*。
我们将以较规范化的流程响应,专业专注“量体裁衣”式服务,为客户创造的价值追赶契约。
切削淬火钢钢件用立方氮化硼刀片郑州华菱超硬品牌刀具