-

郑州华菱超硬材料有限公司
主营:BN-K1、BN-S20、超硬刀具 - 15638121553

郑州华菱超硬材料有限公司
主营:BN-K1、BN-S20、超硬刀具 11
11
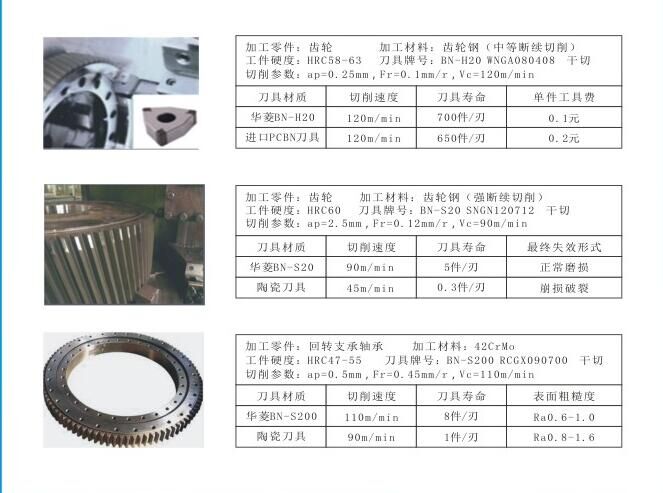
精车加工淬硬钢零件选用华菱超硬各牌号CBN刀片提高效率
淬火处理能够提高机械零件的耐磨性,延长其使用寿命,很多结构钢零件常常采用淬火处理。但淬火后的零件强度和硬度较高,塑性较差,这就给切削加工带来了难题。而淬硬钢常常被用于加工精密零件,例如轴承、齿轮等,要求精车加工。所以精车加工淬硬钢零件所选刀片的性能至关重要。
淬硬钢是指钢件经过淬火的热处理后获得马氏体组织,其硬度大于HRC50,强度也高,几乎没有塑性,例属较难切削加工的材料。
刀片材质的合理选择能成倍地提高淬硬钢零件加工效率,且能保证淬硬钢零件精度要求,提高加工效率。
常见的加工淬硬钢刀具有硬质合金刀片、陶瓷刀片和CBN刀片。但由于硬质合金刀片在加工淬硬钢时,硬度不够高,容易产生烧刀现象,生产效率低,故适合精车、低速加工;陶瓷刀片的抗冲击韧性差,抗弯强度小,进给速度范围低,故较少用于淬硬钢零件的加工;CBN刀片硬度高,耐热性好,切削速度快,寿命是其它刀片的几倍以上。所以更多的、更经济是采用CBN刀片加工淬硬钢零件。
华菱超硬BN-H20材质的CBN刀片加工淬硬钢齿轮的案例如下:
加工零件:齿轮轴
硬度:58HRC-63HRC
加工工序:淬火后精车
刀具材质:BN-H20
切削参数:ap=0.15mm
Fr=0.1mm/r
Vc=150m/min
欢迎致电郑州华菱超硬材料有限公司:0371-67986978
郑州华菱超硬材料有限公司:高硬度材料切削加工难题解决*。